|
|

|
|
|

上海博泛涂料有限公司. 沪ICP备18040595号-1
关注微信公众号
公司名称:上海博泛涂料有限公司
电话:021-69755091
传真:021-69755006
邮箱:shbofan@126.com
地址: 上海市闵行区瓶北路150弄117号


底材表面处理
浏览量
【摘要】:
简述:
底材表面处理对各种防护涂料在使用性能方面都是非常重要的。底材表面的油脂,老化的图层、表面的污物、铁锈等是表面处理的关键。即使是技术最先进、产品性能再优异,如果表面处理的不合理、不彻底,它的应有性能都会降低,乃至失效。
表面处理的各类标准:
1、国际标准ISO8504:1992(E)。涂漆或其他相关产品之前的底材处理——表面处理方法。
2、国际标准ISO8501-1:1988(E)和ISO8501-2:1994.涂漆或其他相关产品之前的底材处理——表面清洁度目视鉴定。
3、瑞典标准SIS 05 59 00(1967)——涂覆之前钢表面需要达到的表面标准图解。
4、日本造船研究协会——涂覆之前钢表面处理标准(JSRA标准)
5、美国匹兹堡钢结构涂料理事会Steel Structure Painting Coucil(SSPC),Pittsburg,PA,USA。有关表面处理的文献。
各种处理方式:
1、简单的人工处理:
将钢铁表面的松散氧化掉的表皮、生锈老化图层、各种镀层用钢丝刷刷干净,用砂皮纸砂去,或者用其他工具铲除。但是,有些紧紧附在表面的薄锈层人工处理很难清除。SSPC-SP2标准中有人工处理的方法介绍,人工处理一定要达到ISO8501-1:1988中St2-B、C或D的标准。
2、机器处理:
采用各种动力机器处理工具,如动力钢丝刷、冲击工具、砂轮机、砂皮磨光机等,在处理比较松散的锈层、老化表皮时效果很好,但在处理紧紧附在表面的锈层等污物时,比较有困难。在处理时,不要将金属表面抛光,不要破坏金属表面的粗糙度。使用方法请参照SSPC-SP11里的标准,处理必须达到ISO8501-1:1988 St3-B、C或D级的标准。
3、高压喷射处理:
目前最有效的出去表层老化图层、氧化皮】锈蚀的方法就是进行喷射处理。高压喷出的磨料有石英砂、棱角、钢丸。
喷射之前,应当先清除表面的油脂及焊渣。虽然经过高压的喷射处理,在肉眼的观察下,看似已处理干净,但事实上污物仍在原处,只是变成一层播磨而已,仍然会一下将来涂膜的附着力。另外,喷射处理过程暴露的缺陷(焊缝、金属屑、锐利的边角),,必须进行再次的打磨平整,否则,还是会一下涂抹的耐久性和附着力。
当涂膜用于水下或腐蚀性严重的大气中,喷射处理应达到Sa2½(ISO8501-1:1988)或SSPC-SP10标准。当涂膜用于一般的大气中时,喷射处理要达到Sa2½(ISO8501-1:1988)或SSPC-SP6标准。
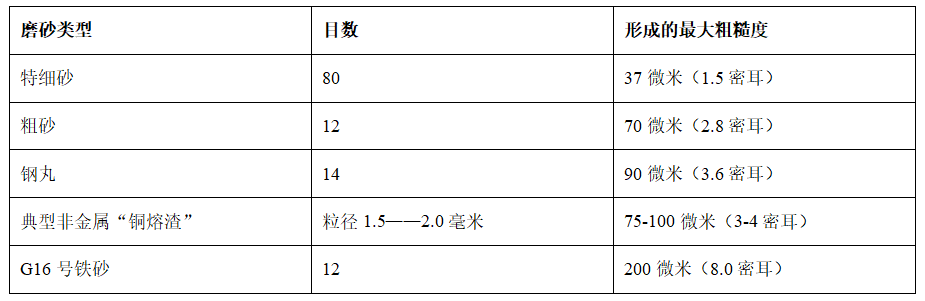
喷射处理形成的表面粗糙度对涂膜的附着有着至关重要的关系,粗糙度太小会使涂膜不能很好地附着在底材上,粗才读太大会使涂膜表面不太平再,形成的涂膜厚薄不一,影响耐久性。粗糙度的大小和选用的喷射磨料、起亚、喷射技术有很大的关系。
4、喷砂浆处理:
采用水跟砂混合形成的砂浆来进行喷射处理,可以减少粉刺及对人体的影响。另外,由于处理过的表面会很快生锈,所以,在砂浆中添加微量的防锈剂,保证在处理过后一段时间之内钢铁表面不会生锈,如果处理过的表面出现了服饰,在涂覆之前应进行机械处理货扫砂处理。
5、喷水处理:
完全依靠重大在表面的水能来进行处理的方法。根据喷水的工作压力可分为一下几种:
●低压水清洗:工作压力低于68巴(1,000磅/平方英寸)
●高压水清洗:工作压力在68巴(1,000磅/平方英寸)至680巴(10,000磅/平方英寸)之间
●高压喷水处理:工作压力在680巴至1,700巴(10,000至25,000磅/平方英寸)之间
●超高压喷水处理:工作压力在1,700巴以上大读书机器去的工作压力范围为2,000—2,500巴(30,000-36,000磅/平方英寸)。
●在喷水处理之前必须按照SSPC-SP1标准进行适当的优质处理,以及其他的一些表面处理以保证一定的粗糙度。
6、有色金属表面的处理:
铝材 表面应该清洁、干燥、无油脂。如果铝材表面有腐蚀性盐存在,应擦拭干净。涂装之
前,应该先涂一薄层专用算下蚀刻底漆,一增加随后图层的附着力。屠夫之后,颜色
应有浅黄色变成绿色/褐色,否则就说明附着力会变差,那么应该表面刮磨干净,并用
铝材预处理剂处理,然后再用酸性蚀刻底漆重新涂覆。
镀锌钢 表面应该清洁、干燥、无油脂。大多数镀锌钢表面的油脂清理很费力。所有白锌锈蚀
引用高压淡水冲净,或用淡水擦洗干净。如本鞥进行扫啥处理,则应使用酸性溶液或
时刻底漆,一顿华镀锌钢表面,并未下一步涂覆创造适当的表面粗糙度。如镀锌之后,
镀锌钢立即进行了钝化处理,那么在正式涂漆之前,将镀锌钢暴露在室外几个月,予
于风化,或者彻底打磨其表面。
上一篇:
无
无
下一篇: